PIXER® Powered Buffer Dilution
Precision Buffer Dilution.
Inline mixing at production scale. Stock concentrates in, buffers out. Replace the buffer tank farm with a pump.
PIXER® Powered Buffer Dilution
Inline mixing at production scale. Stock concentrates in, buffers out. Replace the buffer tank farm with a pump.
Replace the buffer tank farm
PIXER® is Alphinity's next-generation single-use diaphragm pump engineered for full-stack buffer dilution in biopharmaceutical manufacturing. A single pump head replaces the buffer tank farm: stock concentrates feed into multi-port injection ports, mix inline at the diaphragm chamber, and exit as a fully formulated buffer ready for downstream use. From benchtop process development through process-scale manufacturing on the same architecture.
How it works
PIXER's multi-port head architecture combines a single main inlet, multiple injection ports for stock concentrates, and multiple outlet ports for downstream distribution. Mixing happens inside the pump's outlet chamber. No external static mixer, no batch tank, no upstream buffer prep facility required.
Concentrated buffer components (Tris base, Tris HCl, NaCl, EDTA, NaOH, and similar) feed into the pump's injection ports as stock solutions. No batch tank required.
Each diaphragm of the radial pump head positively displaces fluid into a shared outlet chamber. Stock concentrates are metered in through injection ports and combine into a homogeneous flow stream within the chamber.
The fully mixed buffer exits through one or more outlet ports, directly into a downstream unit operation, an inline filter, a fill bag, or a hold vessel. Recipe-driven control adjusts component ratios in real time.
The architecture

A single main top inlet feeds the radial diaphragm pump. Multiple injection ports deliver metered stock concentrates into the outlet chamber. Multiple outlet ports distribute the mixed buffer downstream. Injection ports cannot draw fluid in. They are positively pumped from external metering, ensuring no cross-contamination between the main flow and the injected stocks.
Pump size sets the number of compounds that can be mixed on a single head. From three components on the smallest P0 up to ten components on the manufacturing-scale P40. Larger systems can chain multiple PIXER heads if required.
Validated mixing performance
An independent mixing study by CKS Scientific (July 2024) using NaCl and NaOH stock solutions across 44 test runs validated PIXER®'s inline mixing performance against the alternative of an external mixer. Pre-mix and post-mix conductivity samples were compared; the pump output was statistically indistinguishable from the same sample after 60 seconds of vigorous offline manual mixing.
Across 28 NaCl runs and 16 NaOH runs spanning 0.1 M to 1.0 M stock concentrations, multiple flow rates (150 to 1,350 RPM), and pressures (0.4 to 3.6 bar). NaCl extrema: -0.4% min, +0.2% max. NaOH extrema: -0.3% min, +0.3% max. The pump output was already mixed at the point of use.
| Stock | Concentration range | Runs | Conductivity range | Flow / pressure range | Deviation |
|---|---|---|---|---|---|
| NaCl | 0.1 to 1.0 M | 28 | ~8 to ~80 mS/cm | 150 to 1,350 RPM / 0.4 to 3.6 bar | ±0.0% avg |
| NaOH | 0.1 to 1.0 M | 16 | ~19 to ~169 mS/cm | 150 to 1,350 RPM / 0.4 to 2.0 bar | ±0.0% avg |
Source: PIXER Mixing Study Utilizing the Buffer Dilution Skid, CKS Scientific Limited, Revision A, July 2024. Conductivity instrument full scale 0 to 150 mS/cm. Test system: Alphinity PIXER pump + AquaSyn diaphragm valve (productized skid uses VannX™) + ConSynSys™ ProCaaSo control software. Full study report available under NDA.
Compound mixing by pump size
The number of stock concentrates that can be mixed on a single PIXER head scales with pump size. The same architecture supports development-scale mixing through manufacturing-scale buffer prep on shared components.
| Pump model | Flow range | Diaphragms | Injection ports (max) | Compound mixing (typical) |
|---|---|---|---|---|
| P0 / P0 FP | 0.73 mL/min to 1.10 L/min | 3 | 3 | 3 components |
| P10 / P10 FP | 1.7 mL/min to 5.10 L/min | 5 | 10 | 6 to 8 components |
| P20 / P20 FP | 16.7 mL/min to 40.1 L/min | 5 | 10 | 8 to 10 components |
| P30 | 135 mL/min to 135 L/min | 5 | 5 | 5 components |
| P40 | 185 mL/min to 240 L/min | 7 | 7 | 7 components |
Key advantages
Seamless inline mixing for uniform buffer composition. Independent study validated ±0.0% conductivity deviation for NaCl and NaOH solutions (0.1 M to 1.0 M), eliminating external mixers and ensuring consistent outputs for downstream integration.
Modular scaling from benchtop to production. P20 model handles up to 40 L/min; P40 handles up to 240 L/min. Same architecture, same wetted-path components across scales. Agile buffer prep for both bulk storage and real-time continuous downstream processes.
Odd-count diaphragm design (3, 5, or 7 across the range) minimizes pressure spikes through odd-count harmonic phasing. Gentle handling of viscous concentrates. Maximizes yield. Reduces buffer waste versus legacy pump systems.
Operating at 0 to 6 bar. Gravity-flooded vertical inlet prevents cavitation and air entrapment. Low hold-up volume (45 mL for P10) and full drainability optimize recovery and system throughput.
Applications
PIXER-powered buffer dilution applies across the downstream workflow. Wherever a process currently uses a legacy buffer prep skid, a hold tank, or a batch buffer mixing operation, PIXER can deliver the same buffer inline, on demand, at the point of use.
Gradient buffer preparation and column loading. Real-time pH and conductivity control across the gradient. Pulsation-free flow protects packed-bed integrity. Replaces: dedicated gradient mixers, batch buffer tanks.
Diafiltration buffer preparation at point of use. Eliminates buffer hold volumes between filtration steps. Consistent buffer composition across diafiltration volumes. Replaces: diafiltration buffer hold tanks, dedicated prep skids.
Stock concentrates feed continuous buffer demand without batch tank farms. Buffer composition adjusts in real time to process state. Tighter integration of upstream and downstream operations. Replaces: buffer tank farms, batch prep cycles.
Ethanol-containing and pH-sensitive buffer compositions for LNP encapsulation, dilution, and downstream operations. Precision metering of organic solvents and aqueous stocks. Compatible with ethanol-bearing streams; refractive index sensing supported.
pH-mediated viral inactivation with controlled buffer composition at the inactivation reactor inlet. Stable flow and consistent buffer chemistry across the hold time. Pairs with closed-loop pH control via ConSynSys™ automation.
If your process needs a buffer composition, a flow profile, or a delivery method that doesn't fit the standard skid model, we engineer around it. Bespoke buffer dilution systems built on the same PIXER architecture. Contact Alphinity to discuss your specific buffer dilution requirement.
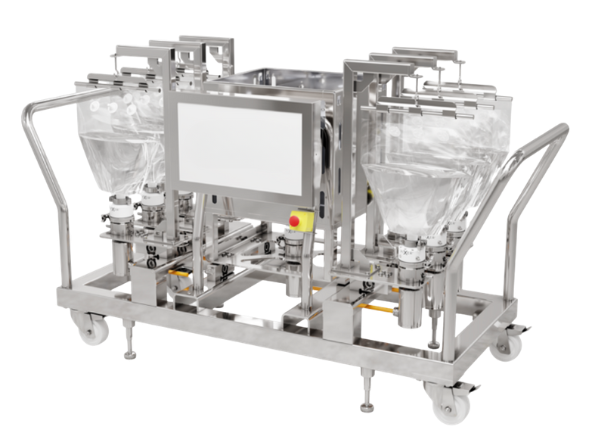
The skid
Bring us your buffer recipe
Send us a buffer recipe with the components and target setpoints. We'll come back with a proposed configuration, a target pump size, and the path to a demo or Prove-It campaign.